Clank: Fabricatable, Modular CNC
Clank is a highly fabricatable, modular, tool-changing CNC machine from the MIT CBA MTM Project.
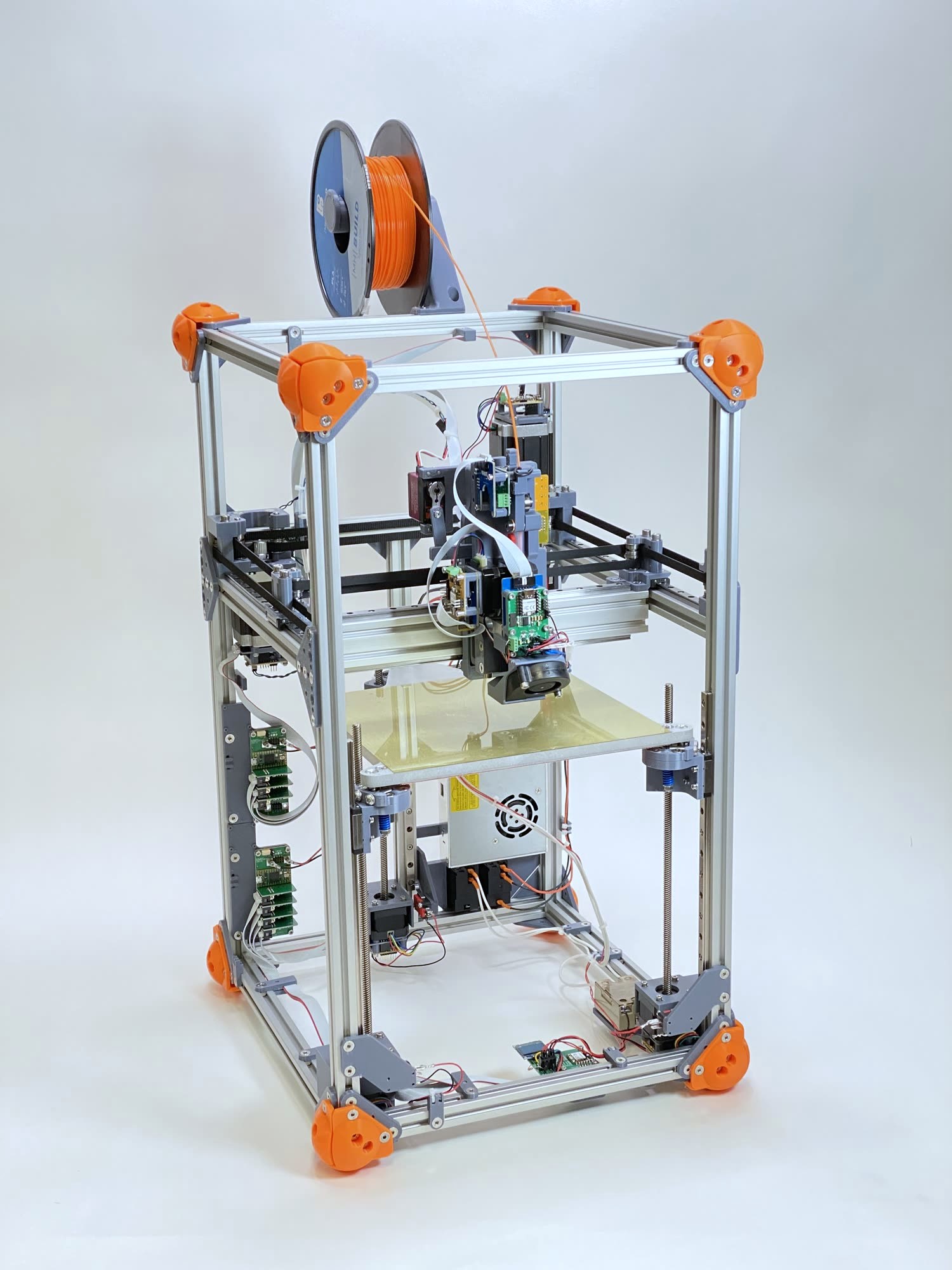
There are two Clank variants; the -stretch serves “wide-and-flat” processes (from sheet milling to PNP) and the -printer basically serves FDM, or generally “tall” things.
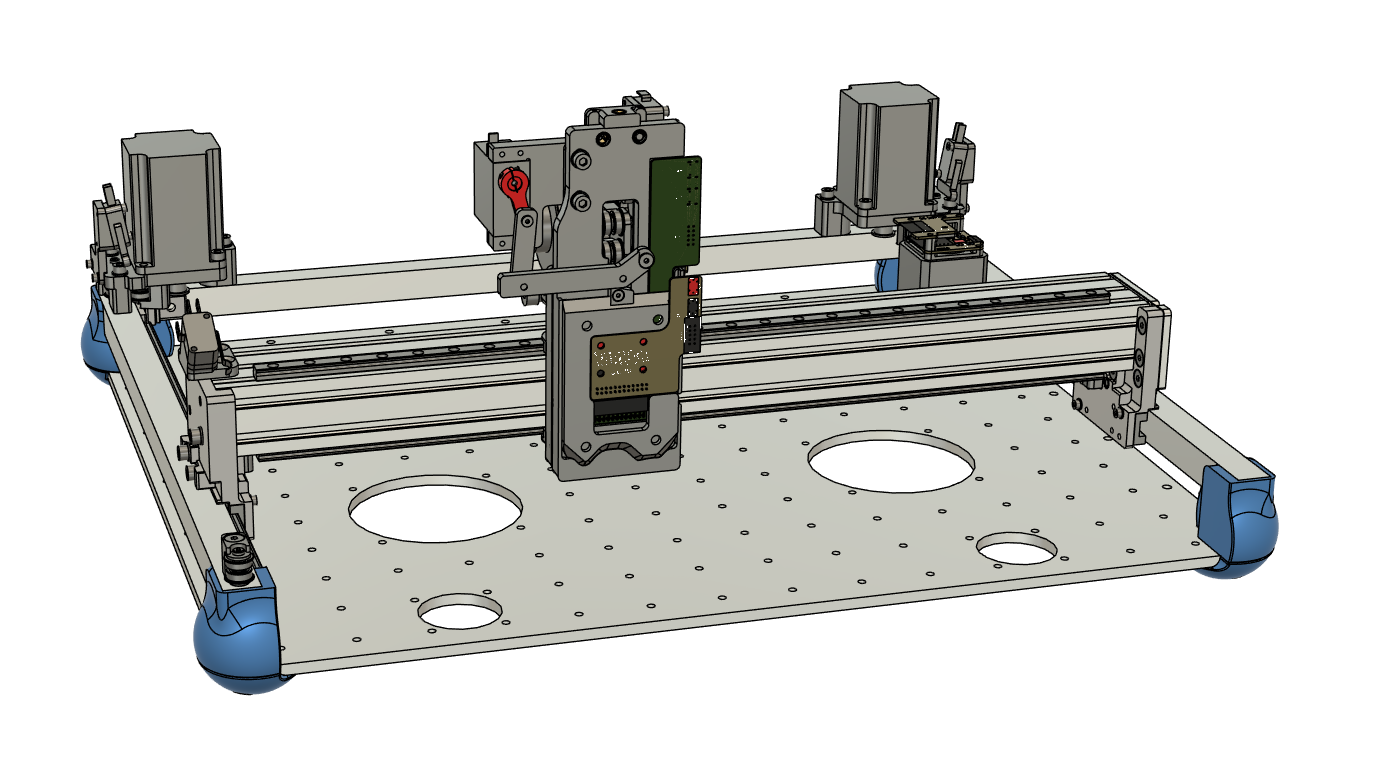
This designs serve the “mid-macro” length scale, fabricating almost anything with characteristic lengths of ~ 10 - 1000mm, with feature sizes down to 0.25mm at a resolution near 0.05mm.
Both variants implement similar design languages, very similar BOMs, and use the same toolchanger and tools.
Building Clank
The machine platform is entirely 3D Printed and a complete Hardware BOM (not including controllers) costs about $400 USD. The tools required to build the machine total an additional $500, including the 3D Printer used to fabricate parts.
The Tool Changer
The heart of this project is really the tool changer: it is also completely 3D Printed, and differs from other designs in its high-stiffness clamping mechanism. The design is a ‘pseudo’ kinematic mount that uses a french-cleat design pattern.
Motivation
The global movement of fab labs and makerspaces has the potential to scale exponentially if the goals of fabricatability1 are achieved for a wide variety of CNC machines. Namely, machines should be cheap, easy to build using a small set of tools, and easily reproduced globally.
In particular, FDM2 3D Printers have become globally ubiquitous, with “good enough” models approaching the $100 USD cost mark. This is no small part thanks to the open source hardware movement for (1) developing designs and (2) creating market demand. Or it’s the other way around, who knows.
However, fabrication is fundamentally multi-process, and other tools like Laser Cutters, CNC Mills, Pick-and-Place machines, PCB Mills, and Vinyl Cutters are less common in the open source, and many designs are not highly fabricatable.
Clank aims to bridge this gap, providing a boot-strappable motion platform that is modular by default, implementing a tool-changer that allows almost any process-specific tool to be mounted. Using Clank as a common platform, we can quickly develop new end-effectors for the “long tail” of specialized CNC processes, and - to boot - we could develop the “fab-lab in a box” wherein one machine, with one small BOM, can provide all of the functionality usually acquired with an ~ $50k USD investment across five or more machines.
There’s one more thing: because our toolchanger is automated, it becomes possible to develop multi-process operations, i.e. parts can be FDM printed and then CNC milled where tolerances require it as in E3D’s ASMBL system, or garment net-shapes can be marked up with a pen plotter before being knife cut, or PCBs could be milled, and then components placed and soldered all in one ‘job’ on the same machine.
Related Work
The open source 3D Printing community is alive with modular tool-changing designs. Most are focused around FDM-sized tools, whereas Clank focuses just one step up in the size / stiffness spec. Other tool changers also require some machining or otherwise non-FDM fabrication steps, making Clank’s design the easiest (and cheapest) to implement.
Jubilee 3D
E3D Toolchanger
Prusa XL
… and many more! If you have a favourite tool-changer that I don’t know about, please get in touch!
There are also handfuls of other “mostly-printed” CNC machine designs, most notably the mpcnc. I’ve got to shout out the voron project which is certainly not cheap-and-cheerful, but is a gorgeous design nonetheless. The OSHW communities / internet machine nerds are hard at work!
Design Approach
Mechanical engineers will normally optimize designs to hit some well defined performance specification; in the case of CNC machines these specifications would be process specific, i.e. a CNC mill should be highly rigid and can trade weight for stiffness without much repercussion. A 3D Printer should be extremely fast (light) but doesn’t need to be terribly stiff.
Clank is in an odd spot, because it wants to be “pretty good” at a wide variety of tasks. It’s also been designed under the heavy constraint that every custom part should be FDM printed, meaning thermoplastics - where the high-end flexural modulus is about 3 GPa3, whereas i.e. aluminum’s modulus is around 60 GPA, for the same weight4.
As such, the design uses big, blocky pieces of plastic to eek out whatever stiffness we can. It also focuses on maintaining small load paths through plastic bits, quickly routing loads from extrusion-to-extrusion.
Project Status and Roadmap
Clank is mostly a research mule for myself, for a suite of modular controllers and motion systems but I’m keeping designs and docs in the open as best I can.
Besides overall stability, the development roadmap looks towards expanding the number of tools available for use with Clank. In that vein, collaborators who would like to develop end-effectors (mechanical wizards) or who would like to collaborate on modular controllers (embedded development / networking / controls savants) should get in touch with me directly.
License
This work may be reproduced, modified, distributed, performed, and displayed for any purpose, but must acknowledge the Clank project. Copyright is retained and must be preserved. The work is provided as is; no warranty is provided, and users accept all liability.
Footnotes
-
“Fabricatability” is a fun term popularized by our friend Jens Dyvik and formalized in this paper …. I figure the word mostly speaks for itself. ↩
-
Fused Deposition Modelling, or as I like to call it, the “hot glue gun” style of 3D Printer, where thermoplastics are squished out of a hot nozzle to build things layer-by layer. ↩
-
HDPE is ~ 1 GPA, Nylons are ~ 3, PLA is somewhere in the 1.6-2.5 range, etc. High performance plastics, like those used in an off-the-shelf cordless drill, are normally glass-fiber reinforced up to ~ 60% or so - those parts can reach towards 6 GPA, but we can’t easily FDM print with them. ↩
-
There’s a little table of short-hand material specs here on the how-to-build-machines MIT class page. ↩